Quick Summary / Key Takeaways
Smart Manufacturing with IoT & AI helps factories move from reactive operations to real time, data guided decisions.
IoT sensors collect live machine, energy, quality, and production data.
AI studies that data to predict failures, spot defects, reduce waste, and improve output.
The biggest gains often come from predictive maintenance, quality inspection, energy tracking, and connected production dashboards.
NIST says smart manufacturing needs trustworthy systems, components, and data because poor tech choices can hurt safety, quality, cost, and performance.
The World Economic Forum’s Global Lighthouse Network shows that manufacturers are already using AI and digital tools at scale to improve productivity, sustainability, and supply chain strength.
Smart Manufacturing with IoT & AI is not about making factories look futuristic. It is about helping plant managers see problems earlier, act faster, and run production with less guesswork.
For businesses exploring smarter factory systems, Deuex Solutions offers manufacturing IT solutions built around real operational needs, not just shiny dashboards.
Why manufacturers are paying attention now
A machine stops without warning. A batch fails quality checks. Energy bills rise, but no one knows which line is wasting power.
That is how many factories still operate.
The problem is not always poor management. Often, the data is trapped. Machines run, operators respond, reports arrive late, and decisions happen after the damage is already done.
Smart manufacturing changes that rhythm.
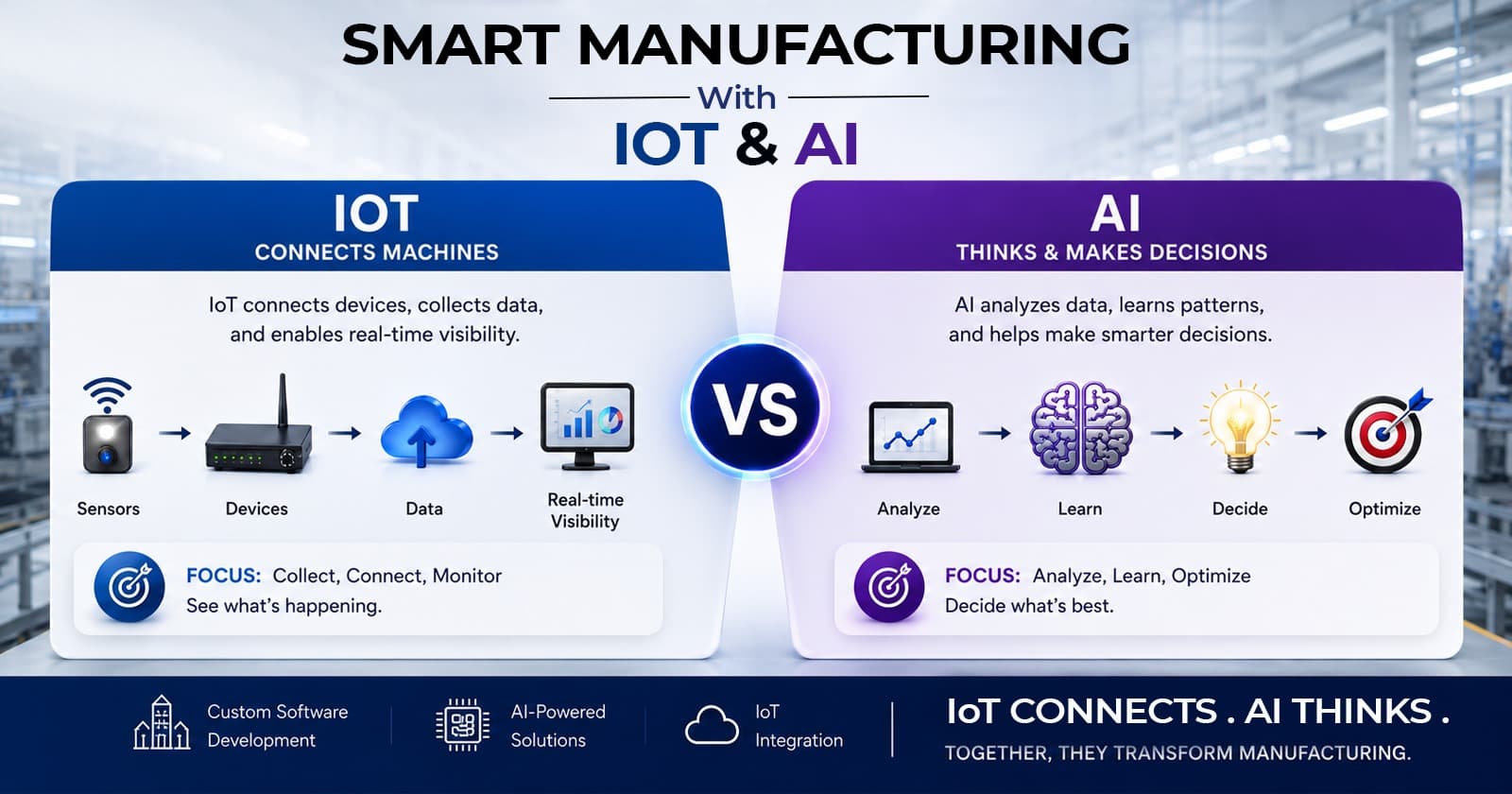
It connects machines, people, data, and decisions. IoT brings the signals. AI turns those signals into useful actions.
In our experience, the biggest “aha” moment comes when a manufacturer sees live production data for the first time. Not last week’s spreadsheet. Not yesterday’s report. Live data. That changes the conversation.
What is Smart Manufacturing with IoT & AI?

Smart Manufacturing with IoT & AI means using connected sensors, industrial systems, software, and machine learning to make factory operations more visible and more responsive.
In plain words:
IoT tells you what is happening.
AI helps you understand what may happen next.
Automation helps your team act faster.
A smart factory may track:
Machine vibration
Temperature
Pressure
Energy use
Production speed
Product defects
Downtime reasons
Inventory movement
Worker safety signals
Then AI studies patterns.
It can say, “This machine may fail soon.”
Or, “This production line is using more energy than normal.”
Or, “This defect pattern started after a material change.”
That is where smart manufacturing becomes useful.
Traditional Manufacturing vs Smart Manufacturing
Area | Traditional Manufacturing | Smart Manufacturing with IoT & AI |
Machine monitoring | Manual checks | Live sensor data |
Maintenance | Fixed schedule or breakdown based | Predictive alerts |
Quality checks | Sample based or end stage | Real time defect detection |
Reporting | Delayed reports | Live dashboards |
Decision making | Based on past data | Based on current and predicted data |
Downtime response | Reactive | Early warning driven |
Energy tracking | Monthly bills | Machine level energy visibility |
The shift is simple but powerful.
You stop asking, “What went wrong?”
You start asking, “What is starting to go wrong?”
That one change can save hours, money, and stress.
How IoT works in manufacturing
IoT in manufacturing uses connected devices and sensors to collect data from machines, tools, lines, and environments.
These sensors can track:
Equipment health
Motor load
Temperature changes
Humidity
Speed
Cycle time
Product movement
Power usage
This data moves into a software platform, cloud system, or edge device. From there, teams can view it through dashboards, alerts, reports, or automated workflows.
A plant manager does not need to walk across the floor every time something changes. The system can show it.
That saves time. More than that, it reduces blind spots.
How AI adds value to IoT data
IoT gives you data. AI gives that data a brain.
Without AI, you may collect thousands of signals every minute but still miss the real problem. AI can sort through those signals, find patterns, and flag risks before humans notice them.
Common AI use cases include:
Predicting machine failure
Finding defect patterns
Forecasting demand
Detecting unusual energy use
Improving production schedules
Reading images from quality cameras
Suggesting maintenance actions
A 2025 review on predictive maintenance notes that AI and data analytics can forecast equipment failures in smart manufacturing, helping teams act earlier and reduce downtime and operating costs.
That is why IoT and AI work better together than alone.
IoT watches.
AI learns.
Your team acts.
Key Use Cases of Smart Manufacturing with IoT & AI

1. Predictive maintenance
This is one of the most popular use cases.
Instead of waiting for a machine to fail, sensors track signals like vibration, heat, noise, and pressure. AI studies those patterns and alerts the team when something looks abnormal.
Benefits include:
McKinsey has also discussed how generative AI can support maintenance teams by helping them work through complex machine data and maintenance knowledge.
When we worked with a manufacturing client, their maintenance team was doing regular checks but still missing early warning signs. The issue was not effort. It was visibility. Once machine data was tracked more clearly, maintenance became more planned and less stressful.
2. Quality inspection with AI vision
Manual inspection has limits. People get tired. Small defects slip through. Some defects appear only under certain lighting or speed conditions.
AI vision systems can inspect products using cameras and image models.
They can detect:
Scratches
Cracks
Shape issues
Color mismatch
Missing parts
Packaging defects
Label errors
This does not mean removing people from quality. It means giving them better support.
AI can catch patterns. Humans can review, decide, and improve the process.
We noticed that quality teams often do not need “more reports.” They need faster defect signals. If a defect starts at 10:20 AM, finding out at 5 PM is too late.
3. Real time production monitoring
A connected production dashboard can show what is happening across lines, machines, shifts, and plants.
It may track:
Output per hour
Downtime
Cycle time
Rejection rate
Machine status
Operator inputs
Work order progress
The benefit is speed.
If output drops, supervisors can see it. If one line slows down, the reason can be checked sooner. If a machine keeps stopping during one shift, the pattern becomes visible.
This is where smart manufacturing becomes practical. It helps teams ask better questions during the workday, not after the month ends.
4. Energy monitoring and waste reduction
Energy is a hidden cost in many factories.
Smart meters and IoT sensors can track usage at the machine, line, or facility level. AI can then spot waste patterns.
For example:
A machine uses extra power before failure
A compressor runs during idle hours
One shift uses more energy for the same output
Temperature control systems behave differently in peak hours
Once teams see this, they can act.
Energy savings may not sound as dramatic as AI robots, but they often show real business value.
5. Inventory and supply chain visibility
IoT and AI can also improve inventory movement and planning.
Smart systems can track:
Raw material levels
Work in progress
Finished goods
Warehouse movement
Stock location
Demand signals
AI can help forecast shortages, recommend reorder points, or detect mismatch between demand and production planning.
The World Economic Forum’s Global Lighthouse Network highlights manufacturers using advanced digital technologies to boost productivity, sustainability, and supply chain resilience.
That matters because modern manufacturing is not only about making products. It is about making the right products, at the right time, with fewer surprises.
Smart Manufacturing Use Cases and Business Impact
Use Case | What It Solves | Business Impact |
Predictive maintenance | Unexpected machine failure | Less downtime and fewer emergency repairs |
AI quality inspection | Missed defects | Better product quality and fewer returns |
Real time dashboards | Slow decision making | Faster response on the shop floor |
Energy monitoring | Hidden power waste | Lower operating cost |
Inventory visibility | Stock mismatch | Better planning and fewer delays |
Production analytics | Poor line visibility | Higher output and better scheduling |
The best use case is not always the most advanced one.
It is the one that solves your biggest daily pain.
What technologies are used in smart manufacturing?

Smart manufacturing usually combines several layers.
Technology | Role in Smart Manufacturing |
IoT sensors | Collect data from machines and environments |
Edge computing | Processes data close to machines for faster response |
Cloud platforms | Store, scale, and connect factory data |
AI and machine learning | Find patterns, predict issues, and support decisions |
Dashboards | Help teams view live performance |
APIs | Connect ERP, MES, CRM, and production tools |
Digital twins | Simulate machines, lines, or processes |
Cybersecurity tools | Protect connected systems and data |
NIST notes that applying smart manufacturing technologies without considering the unique needs of manufacturing can hurt safety, quality, cost, and performance.
That is a useful reminder.
Technology should fit the plant. The plant should not be forced to fit the technology.
Where manufacturers should start
Do not start with every machine. Do not start with a giant platform. Do not start with a vague “AI project.”
Start with one problem.
Good starting points include:
One high downtime machine
One production line with quality issues
One area with energy waste
One reporting process that takes too long
One inventory gap causing delays
Then measure the baseline.
Ask:
How often does this problem happen?
How much does it cost?
Who feels the pain?
What data do we already have?
What data is missing?
What action should happen when an alert appears?
That last question is important.
A smart alert is useless if no one knows what to do with it.
A practical roadmap for Smart Manufacturing with IoT & AI
Phase | What Happens | Outcome |
Phase 1: Assessment | Identify pain points, machines, data sources, and goals | Clear business case |
Phase 2: Pilot | Connect selected machines or lines | Proof of value |
Phase 3: Data Setup | Clean, structure, and store machine data | Reliable data foundation |
Phase 4: AI Model | Build prediction, detection, or recommendation logic | Useful insights |
Phase 5: Dashboard | Show alerts and trends to teams | Faster decisions |
Phase 6: Scale | Add more lines, plants, and systems | Wider business value |
In our experience, pilots work best when they are narrow and measurable.
One machine. One line. One target.
A small win builds trust faster than a big plan that never reaches the floor.
Common mistakes to avoid
Smart manufacturing projects can fail when teams chase tools instead of outcomes.
Watch for these mistakes:
Collecting data without a clear use case
Ignoring operator feedback
Choosing tools that do not connect with current systems
Treating AI as magic
Skipping data quality checks
Forgetting cybersecurity
Rolling out too much at once
Building dashboards no one uses
A factory is not a software demo room. It has noise, dust, legacy machines, shift changes, production pressure, and people who already have full days.
Good smart manufacturing respects that reality.
Real example: from late reporting to live visibility

One manufacturer we worked with had a familiar issue. Production data was recorded, but it reached leadership late. By the time reports were reviewed, the line issue had already affected output.
The goal was not to “add AI” right away.
First, the team needed visibility.
We helped map the production process, identify the right data points, and create a cleaner reporting flow. Once the live data became reliable, the next step was to study patterns around downtime and quality variance.
That sequence worked because the foundation came first.
A lot of companies want predictions before they can even trust the data. That usually does not work.
Ready to build a smarter factory?
Smart Manufacturing with IoT & AI is not about replacing people with machines. It is about giving your teams better visibility, faster warnings, and stronger decision support.
At Deuex Solutions, we help manufacturers connect systems, build dashboards, improve data flows, and create practical IoT and AI solutions that fit real factory conditions.
Contact Deuex Solutions to discuss how smart manufacturing can reduce downtime, improve quality, and support better production planning.
The smartest factory is not the one with the most tools. It is the one where people can see clearly, act early, and keep production moving with confidence.
What is Smart Manufacturing with IoT & AI?
It is the use of connected sensors, software, and AI models to monitor factory operations, predict issues, improve quality, and support faster decisions.
How does IoT help in manufacturing?
IoT collects live data from machines, production lines, energy systems, and factory environments. This helps teams see what is happening in real time.
How does AI improve manufacturing?
AI studies manufacturing data to find patterns, predict failures, detect defects, improve schedules, and support better operational decisions.
Is smart manufacturing only for large factories?
No. Smaller manufacturers can start with one machine, one production line, or one problem area. A focused pilot can create value without a huge upfront setup.
What is the first step toward smart manufacturing?
Start by identifying a costly operational problem, then check what data is needed to solve it. From there, build a small pilot before scaling.